Komplexe, teilautomatisierte Poliermaschine
Dies ist eine Kurzbeschreibung meiner Poliermaschine, die ich 2005 zu bauen begann. Dabei suchte ich nach einer Vorlage, die wichtig erscheinende Aspekte gewünschter Funktionalität realisieren sollte. Meine Recherche ergab, dass eine solche Maschine nicht zu finden war. Daher wurde die Maschine ohne Anlehnung, also nur aufgrund eigener Vorstellungen entworfen.
Die wesentlichen Merkmale dieser Poliermaschine lauten:
-
sie führt eine statistische Verwirbelung (Randomisierung) der Polierstriche aus, ähnlich dem Polieren von Hand, bei dem kein Strich wie der nächste wird.
-
sie stoppt den Polierprozess nach einer parametrierbaren Anzahl von Polierstrichen
-
sie arbeitet wahlweise in der Betriebsart MOT bzw. TOT (Mirror/Tool On Top).
-
sie hält die Temperatur der Poliermittellösung (slurry) konstant, unabhängig von der momentanen Raumtemperatur
-
sie besitzt eine Slurry-Pumpe zur kontinuierlichen Beschickung des Spiegels mit Poliermittellösung
-
die größtmögliche Spiegel-Öffnung lautet: 255mm
Die erstgenannten Eigenschaften setzen die Verwendung von freiprogrammierbarer Mikro-Elektronik voraus. Daher kam ein 16-Bit-Micro-Controller als Herz der Steuerung zur Anwendung. Die Kommunikation mit dem Bediener erfolgt über eine serielle RS232-Schnittstelle und einem sog. „Terminal“, also einem Endgerät für serielle Daten mit Bildschirm und Tastatur, im Voll-Duplex-Betrieb arbeitend. Als Darstellungsprotokoll für die seriellen Datenströme diente das Terminal „VT52“ von Digital Equipment, ein De-Facto-Standard.
Die Verwirbelung (Randomisierung) der Striche erfolgt durch eine Tabelle von Orts-Positionen, die im Micro-Controller abgelegt ist. Diese stammt von der Webseite www.random.org und nicht aus der Funktion (pseudo-) “rand()” des Compilers für die Hochsprache “C”. Zum Verständnis: Der Compiler übersetzt die Anweisungen des Programmierers in den maschinen-ausführbaren Binärcode für den Micro-Controller.
Echte Zufallszahlen, die den Zahnriemen-Alligator gemäß Bild 4 positionieren, lassen sich nur aus natürlichen Prozessen, wie z.B. aus dem Würfeln, aus dem “Münze-Werfen” oder dem radioaktiven Zerfall erzeugen.
Die Kinematik der Maschine wird der Übersichtlichkeit halber bildlich in vier Stufen dargestellt. Die vier Einzelbewegungen laufen gleichzeitig ab und werden von der Steuerung koordiniert.
 |
|---|
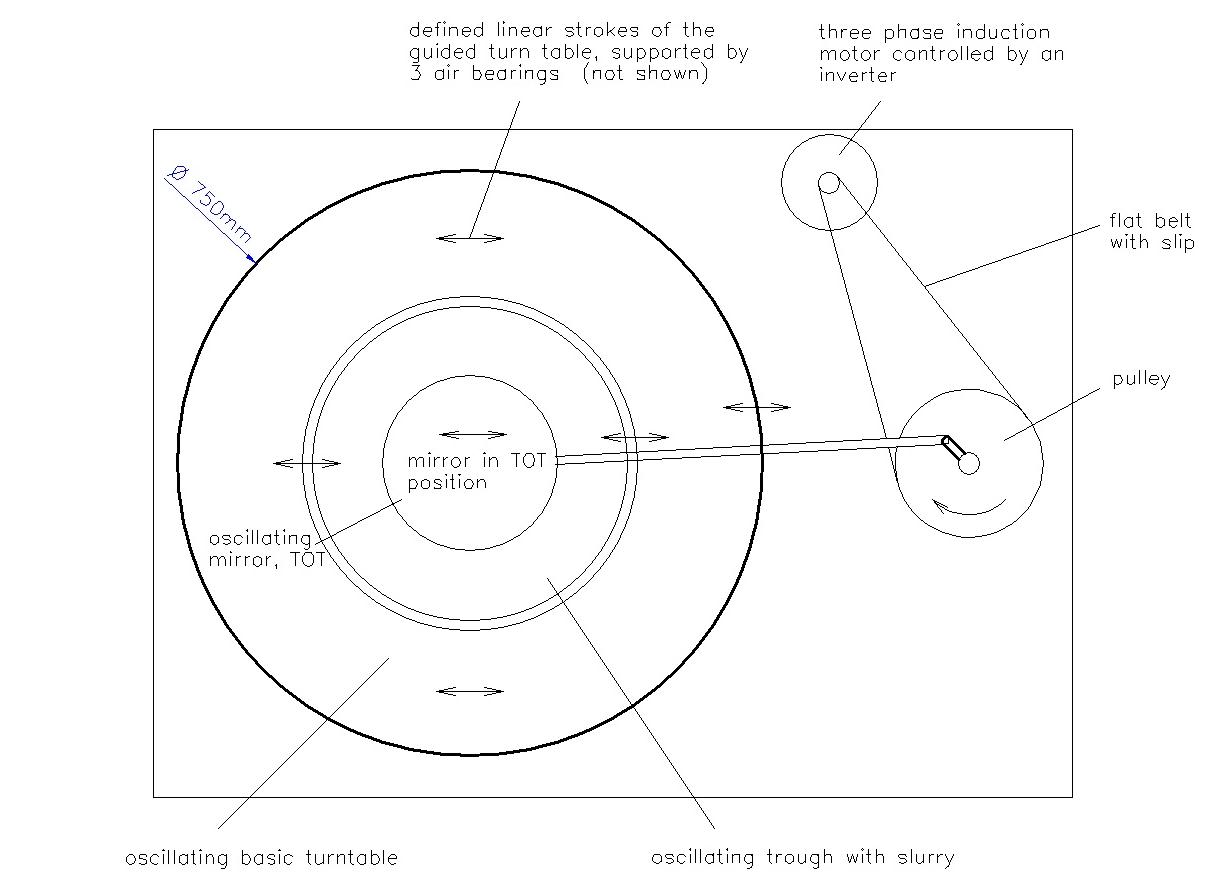
Lineare Oszillation (Polier-Striche) des geführten Drehtellers (Turn Table) mittels rotierendem Hebelarm, Amplitude mechanisch über die Länge des Exzenterarms einstellbar. Trog und Spiegel sind fest auf dem Drehteller fixiert. Dies ist die Umkehrung des üblichen Prinzips: In der Betriebsart „TOT-Mode“ (Tool on Top) oszilliert hier der Spiegel unter der ortsfesten Pechhaut (Tool) hin und her. Der Antrieb des Exzenterarms erfolgt durch einen Flachriemen mit natürlichem Schlupf. Die Anzahl der Striche pro Minute lässt sich durch die am Inverter manuell einzustellende Frequenz des erzeugten Drehstroms für den Asynchronmotor beeinflussen.
 |
|
|---|---|
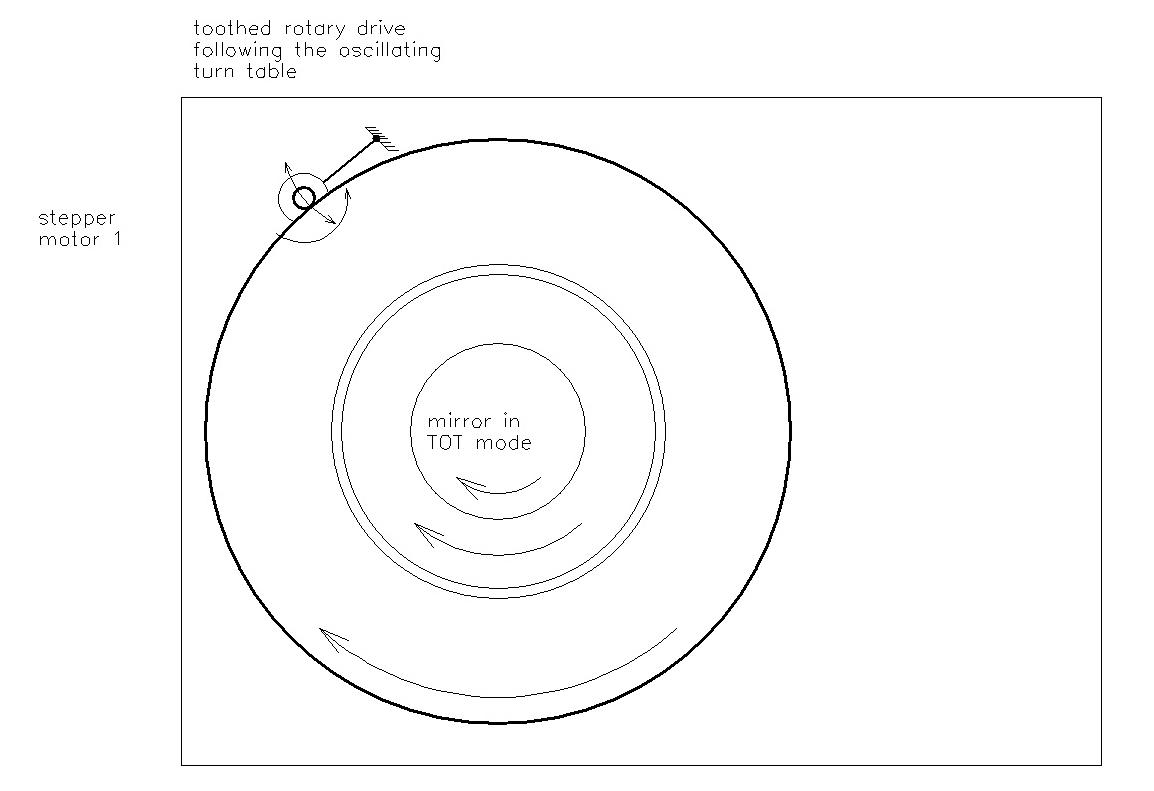
Der geführte Drehteller hat einen zweiten Freiheitsgrad in der Ebene: Mittels drei Stück Luftlager als Auflage kann er gleichzeitig in langsame Rotation versetzt werden. Typisch ist z.B. eine Umdrehung pro 80 Polierstriche. Dazu ist der Drehteller außenverzahnt, indem am Umfang ein großer Zahnriemen mit den Zähnen nach außen festsitzend aufgespannt wurde. Ein Zahnriemenritzel auf der Abtriebswelle des Schrittmotors versetzt den Drehteller in konstante Drehung mit softwaremäßig einstellbarer Winkelgeschwindigkeit. Diese rotatorische Bewegung wird der linearen Oszillation überlagert. Dazu sitzt der Schrittmotor an einem Schwenkarm, der den Motor mit konstantem Moment zu jedem Zeitpunkt gegen den Umfang des Drehtellers drückt, um den Kraftschluss zu ermöglichen. Mit anderen Worten: Der Motor folgt dem oszillierenden Drehteller, und der Antrieb des aufgespannten Zahnriemens aufgrund des rotierenden Ritzels ist ständig gegeben.
 |
|
|---|---|
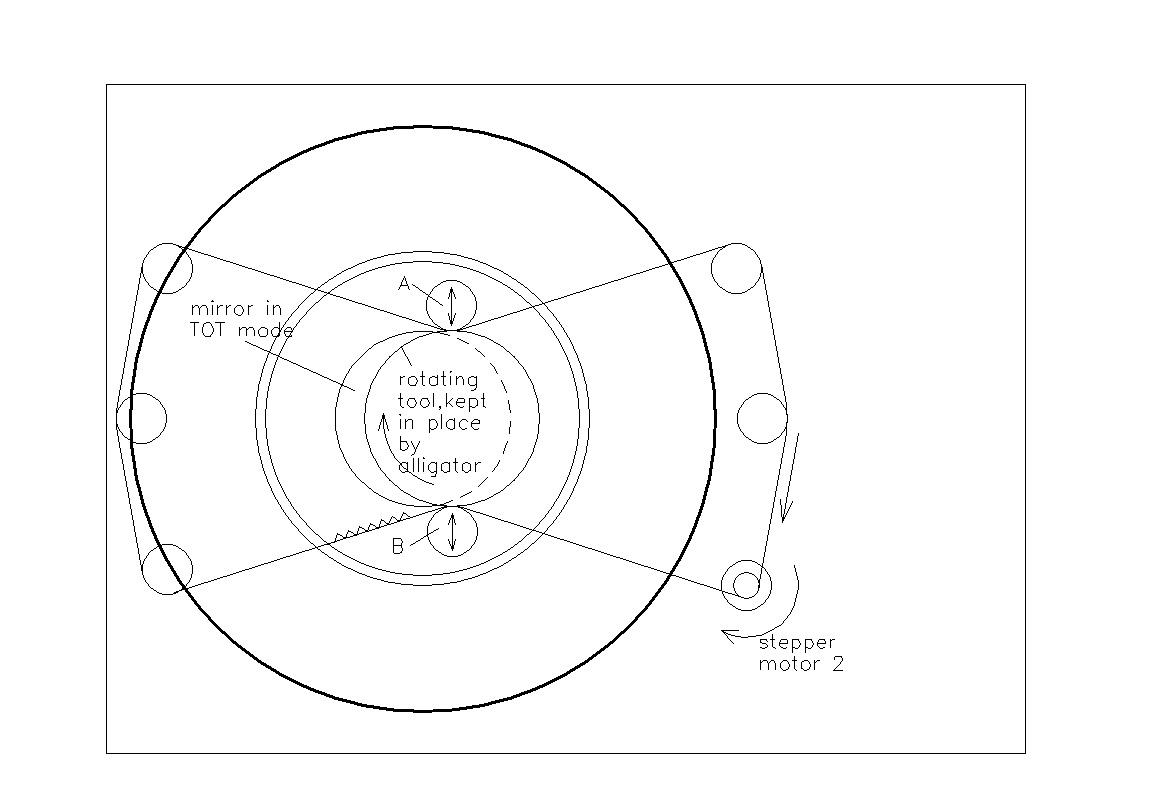
Ein ortsfest installierter Zahnriemen wird über ein aktives Zahnriemen-Antriebsritzel mit Untersetzungsgetriebe und über fünf passive Umlenkrollen geführt. Eine solche Vorrichtung kommt dem historischen Begriff „Poliermaschinen-Alligator“ nahe. Zwei verschiebbare Rollen A, B verformen den Zahnriemen in der Weise, dass das obenliegende Tool mittels einer angebrachten, außenverzahnten Hilfsscheibe als glechzeitiger Tragkörper der Pechhaut ortsfest in Drehung versetzt wird. Diese Drehung kann mit- bzw. gegenläufig zum Drehteller erfolgen. Bei schneller, gegenläufiger Rotation des Tools gegenüber dem Spiegel werden an diesem die Außenbereiche stärker abgetragen, so dass sich dessen Radius Of Curvature vergrößert. Der Vorteil dieses Verfahrens ist, dass die Relativbewegungen des Tools gegenüber dem Spiegel zu geringstmöglichen Verkippkräften (Stichwort “abgesunkene Spiegelkante, “Turned-Down-Edge”) führt, weil sich diese schädlichen Mitnahme-Kräfte sozusagen ständig „herausdrehen“ und damit keinen festen Angriffspunkt haben, gleichsam nicht wirken können.
 |
|
|---|---|
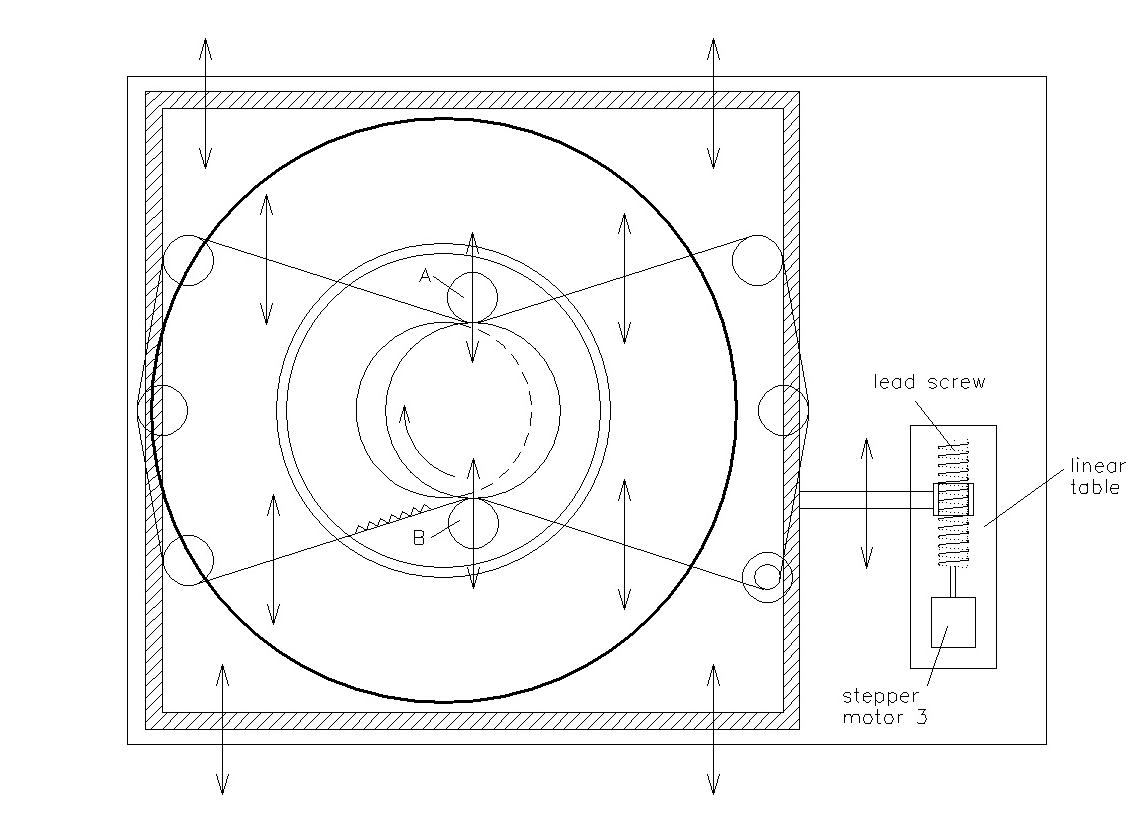
Es wird eine weitere Bewegung auf des Tool ausgeübt, nämlich senkrecht zur Richtung der Polierstriche. Dieser Antrieb führt zu einer „statistischen Verwirbelung“ der Striche. Das geschieht dadurch, dass ein antreibender Lineartisch die Gesamtheit des Zahnriemen-Alligators quer zur linearen Strichrichtung bewegt. Der Zahnriemen-Alligator ist mit seinen Umlenkrollen fest an einem Rahmen aus Aluminium-Profilen montiert und muss somit die Querbewegungen des Lineartischs auf das Tool übertragen. Über eine Sensorik registriert die Steuerung der Poliermaschine jede weitere Umdrehung des Exzenter-Antriebs und erzeugt eine Verfahrstrecke des Lineartischs. In einer Tabelle des Mikro-Controllers sind 10.ooo Zufalls-Positionen abgelegt, die der Reihe nach angefahren werden. Selbst bei längeren „Polier-Sitzungen“ werden die abgelegten Positionen kaum öfters als einmal von der Software aufgerufen, so dass praktisch keine Periodizität in den Zufallswerten entsteht.
Nachstehend ein Video des laufenden Polierbetriebs. Achten Sie bitte auf die Positioniergeräusche des Lineartischs. An dem unterschiedlich langen “Knurren” ist die Größe des Verfahrwegs zur nächsten Random-Position erkennbar.
Video folgt.